
Sales Inquiry
18420496864





1. 功能介绍:
本机采用先进的电子控制技术,配有高精度控制模块与传动机构,使剥皮打端一次性完成。具有低噪音,耗电低,效率高等特点。针对细线,多芯屏蔽线的加工有着明显的效果。可适用于36号--20号线之间的端子压接。
本机剥线动作由气缸传动,动作速度快,定位准确。剥线后的废料采用真空吸料的方式,干净、方便、简单压力机由齿轮减速传动,压力高度精准。针对生熟手操作,本机可通过调整气阀门改变整体速度,从而适应操作者的熟练程度。
能有效的减少加工工序,降低工作难度,提高工作效率,是我们的宗旨,愿与各界同仁共同进步!
2.技术参数:
电 源 Power Supply 单相200V~240V 50/60Hz
空气源 Air Source 0.3~0.4mpa(请使用干燥清净的空气)
本体尺寸 Body size W530*L400*H830mm
总 量 Total weight 70KG
加工线材 Processing wire
适用线径 Applicable wire Diameter AWG32#-AWG20#(根据线材而不同)
适用线材 Applicable wire AV、AVS、AVSS、CAVUS、KV、KIV、UL、IV特氟龙、纤维线等
加工尺寸 Processing size
剥线长度 Stripping length 1.0mm-10.0mm
切线误差 Tangent error 0.05mm-0.1mm
位置误差 Position error 0.05mm-0.1mm
压着力 Focus on pressure
压着端子 Crimping 开放式连续端子、横式
压着能力 Crimping capacity 1.5吨
行 程 Travel 20mm
功 率 Power 400W
冲程次数 The number of strokes 4000次/时
开口高度 The opening height 215mm
3.运输参数
外形尺寸: L×W×H: | 500*500*550 mm |
设备重量(约): | 80kg |
4.技术文件(单机、随机提供)
序号 | 名 称 | 数 量 | 备 注 |
1 | 使用说明书 | 1 | 随机 |
5.主要配置
5.1主要配置
序号 | 名称 | 生产厂家 | 产地 |
1 | 气缸 | 亚德客 | 台湾 |
2 | 电磁阀 | 亚德客 | 台湾 |
3 | 马达 | VTV | 北京 |
4 | 轴承 | IKO | 日本 |
5 | 专用控制器 | 东莞 |
5.2配套工具
序号 | 名称 | 单位 | 数量 | 生产厂家 | 产地 |
1 | 内六角扳手 | Set | 1 | TGK | 台湾 |
2 | 开口扳手 | Pcs | 1 | 上工 | 上海 |
3 | 十字螺丝刀 | Pcs | 1 | 嘉好 | 浙江 |
4 | 电源线 | Pcs | 1 | 昌得 | 东莞 |
5 | 吸料管 | pcs | 1 | 嘉好 | 浙江 |
6 | 气管 | Pcs | 1 | 山耐斯 | 台湾 |
7 | 脚踏 | Pcs | 1 | 昌得 | 东莞 |
8 | 端子盘 | Pcs | 2 | 东莞 | |
9 | 导料板 | Set | 1 | 东莞 | |
10 | 导料杆 | Pcs | 1 | 东莞 | |
11 | 收纸器 | Set | 1 | 东莞 |
5.3配套备件
序号 | 名称 | 单位 | 数量 | 生产厂家 | 产地 |
1 | 弹簧 | Pcs | 20 | 东莞 |
1. 操作面板
操作面板
|
l 计数器:记录加工数量及产量; l 清零键:使计数器数量为零从零开始计数; l 上行、下行:在手动状态下调整滑块上下动作以 便于调整卯刀高低; l 设置键:内部调频时使用,出厂时已设定好; l 自动与手动键:调机与自动循环工作的转换开 关; l 夹线切线键:在调机过程中可单独完成切线皮同 固线夹的动作; l 剥线键:在调机过程中可单独脱皮时的后退动作; l 试剥键:在调机过程中可单独脱皮动作; l 总电源:总电源开关; l 马达开关:可开启与关闭马达动作; l 剥线开关:可开启与关闭剥皮动作,当只需要压 端子时必须把总气压关闭,当马达开关和剥线开关同时打开时,踩脚踏就可以自动剥皮打端子。 l 照明键:照明灯开关。 |
2. 功能调试
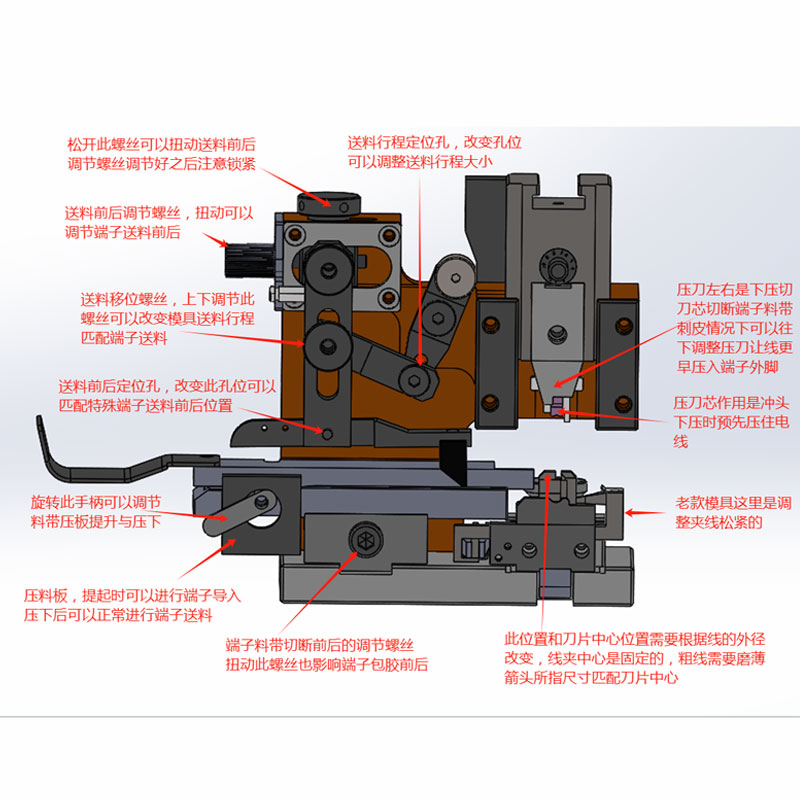
l 端子模调整:将模具取出,调整端子与切刀座位置,使端子后脚与切刀芯刀口对齐,然后调整送料长短即可。
l 压力调整:将手动自动健指示灯为红色状态,直接按动上行下行键,重复调整压力高度直到所需要求,调机时必须把总气压开关关闭,当冲头行程过半后按手动自动键,指示灯为绿色,踩脚踏冲头可自动复位(回到原点)。
l 切线长度调整:按图(2)中②调整螺丝即可,到位后并紧螺母,切线夹线键测试。
l 切线深度调整:按图(2)中④调整螺丝即可,到位后并紧螺母,切线夹线键测试。
l 固线夹调整:按图(1)调整定位螺丝即可,到位后并紧螺母, 切线夹线键测试。
l 切线位置与端子前后的调整,按图(2)中①松开定位螺丝,直接调整到位后并紧螺丝,手动压端子测试。
l 按下试剥键可试剥线皮。
l 按下自动手动键,指示灯为绿色即可踩脚踏自动剥皮打端。


问 题 | 解 决 方 法 |
线皮剥不开 | 1.检查剥皮气缸是否卡死、可调阀是否打开; 2.检查剥皮后拉气缸是否顺畅; 3.检查气压是否达标,标准气压0.4mpa; 4.气缸力不够,(可特殊加工大功率气缸)气压标准0.4mpa; 5.检查线头的切割深度,调整刀口大小到合适位置; 6.检查剥皮刀片是否锋利,是否需要更换剥皮刀片。 7.检查线路是否接触不良 8.以上均排除后,需更换变频器 |
线皮剥开有斜 | 1.检查剥皮刀口上下是否对称,如不对称需要更换剥皮刀片; 2.检查剥皮装置与夹线位置是否在一条直线上,如有偏差,需要调节剥皮装置左右与上下位置,使之成为直线位置。 |
剥皮有长短 | 1.检查机台操作人员放线是否到位; 2.检查线长挡片是否前后松动,如有松动,需要检查挡片定位螺丝是否锁紧。 |
包胶有前后 | 1.检查夹线是否夹紧,调到合适位置; 2.检查剥皮刀片是否有切断铜丝、是否拉线,调至刀口适当位置; 3.检查剥线滑台定位螺丝是否锁紧,调至合适位置锁紧即可。 |
线材表面有夹纹 | 1.先判断夹纹是否由切刀芯所夹造成;调整线夹到合适的松紧。 |
线芯铜丝切断 | 1.检查剥皮刀口大小,调整至适合线经大小; 2.检查机台操作人员放线是否到位; 3.检查剥皮装置与夹线位置是否在一条直线上,如有偏差,需要调节剥皮装置左右与上下位置,使之成为直线位置。 |
卡端子 | 1.检查端子与导料板是否原配。 |
端子粘刀 | 1.检查端子刀片是否有损坏,如有需要更换端子刀片; 2.检查退料弹簧是否需要更换。 |
压力不稳 | 1. 检查端子刀片是否锁紧; 2. 检查铜滑块是否磨损。 |
送料、切料不稳 | 1.检查送料固定螺丝是否锁紧; 2.检查导料板固定螺丝是否锁紧; 3.检查端子穿过导料板是否顺畅与有间隙。 |